
|
Anziehdrehmoment/Schrauben/Gewinde
/Schraubenvorspannkraft tipp65.htm: Letzte Änderung am 19.02.2017 / 08.05.2016 / 19.10.2015 / 07.09.2012 / 01.02.2010 Copyright Dr. Hans Hehl (Bilder soweit nicht extra gekennzeichnet in Eigenanfertigung) Impressum gem. TMG Paragraph 5/6 Startseite www.hanshehl.de - Stichwörter Webseite Startseite www.hanshehl.de - Stichwörterverzeichnis Geländewagen / Webseite Stichwörterverzeichnis R230 - Die Webseiteninhalte bieten nur die Hilfe zur Selbsthilfe und sind keine Anleitung zur Reparatur, nur eine Literatursammlung. Emails werden nicht beantwortet, es gibt keine Zugangsdaten! Das gilt nicht für mir bekannte Clubmitglieder bzw. meine Teileangebote. Arbeiten am Fahrzeug erfordern fachliche Kompetenz und die Ehrlichkeit, die eigenen Fähigkeiten richtig einzuschätzen oder besser die Finger davon zu lassen bzw. in die Werkstatt zu gehen. Alle Angaben nach bestem Wissen, aber ohne Gewähr und Haftung! Etliche Hinweise können unter Umständen bei fehlerhafter Ausführung zu erheblichen Folgeschäden führen. Es wird daher ausdrücklich jede Haftung dafür abgelehnt. Der Ausführende trägt das alleinige und uneingeschränkte Risiko. siehe auch Drehmomente beim 460/280GE |
| 1. Grundlagen:
Eine Diskussion über die Schraubenvorspannkraft bei Radschrauben im Forum www.viermalvier.de (Rubrik Mercedes, otto1) veranlasste mich, mal eine Internet- und Literatursuche darüber durchzuführen. Tabelle der Anziehdrehmomentwerte: Übersichten BAXX.00-Z-9999BZ, wobei XX die Gruppennummer der jeweiligen Aggregateübersichten ist, z.B. Vorderachse BA33.00-Z-9999BZ. |
| In den Werkstatthandbüchern wird üblicherweise das Drehmoment angegeben, mit dem eine Schraube anzuziehen ist. Dazu verwendet man einen einstellbaren Drehmomentschlüssel, der beim Überschreiten des Wertes durch ein "Klack-Geräusch" dies anzeigt. Danach darf nicht weiter gedreht werden (z.B. Drehmomentschlüssel Hazet 5123 CT, 300 Nm). | |
| Stahlradschrauben werden beim 240GD mit einem max. Drehmoment von 180 Nm angezogen, wobei Gewinde und Konus für diesen Wert fettfrei sein sollen/müssen. Das gilt aber nur für neue Radschrauben und der Wert ist zu hoch. Festgerostete und fast nicht lösbare Radschrauben sind aber alltäglich. Besonders dann, wenn "Frau" mal zum Wechseln des Rades gezwungen ist, ist Panik angesagt (siehe ADAC-Berichte). |  |
1.1. Einzelheiten:
 Unter dem Begriff Drehmoment versteht man das Produkt aus Kraft F (in Newton: N) und Weg (in Meter: m)(Newtonmeter Nm). Für ein Drehmoment von 180 Nm wird bei einem Ratschen-Drehmomentschlüssel mit 0,5 Meter Länge am Griff eine Kraft von 360 N ( etwa 36 kg) ausgeübt. In älteren Büchern wird das Drehmoment noch mit der Bezeichnung mkg angegeben. |
| Beim Anziehen der Verschraubung werden die Schrauben etwas gedehnt und die verschraubten Teile zusammengedrückt, die Schraube steht also unter Spannung (Vorspannkraft). Das zum Anziehen der Schraube notwendige Anziehdrehmoment setzt sich aus Kopfreibmoment (bzw. Mutter-) , Gewindereibmoment und Gewindesteigungsmoment zusammen. Von dem zur Überwindung der Reibung aufzuwendendem Drehmoment bleibt für die Vorspannkraft nur wenig übrig. Da die Reibungsfaktoren sehr unterschiedlich ausfallen können, ergibt ein bestimmtes Drehmoment sehr unterschiedliche Vorspannkräfte. | 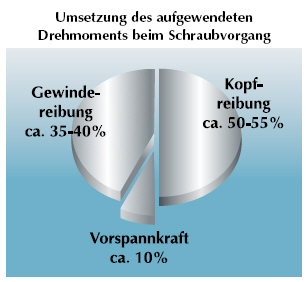 |
| So kann die Vorspannkraft bei verunreinigter (z.B. durch Rost/Sand) oder beschädigter Schraube (Gewinde/Mutter/Kopf) sehr unterschiedlich ausfallen. Hinzu kommen noch die Setzvorgänge, wobei sich Schraube und das verschraubte Metall plastisch verformen und die Vorspannung sich verringert, was besonders bei Aluminiumlegierungen der Fall ist. Da die Schraubenvorspannkraft über kleine Flächen übertragen wird (Kopfrand, Mutter), entstehen hohe Flächenpressungen und Kriechvorgänge im Metall. |
| 1.2. Zusammenfassung:
Es ist daher zwingend erforderlich, dass die Gewinde der Schrauben/Muttern keine Beschädigungen aufweisen, die Auflageflächen unter der Mutter bzw. dem Schraubenkopf gesäubert sind und die Verbindung geschmiert wird (siehe www.konstruktionspraxis.de). Werden sie nicht geschmiert, besteht die Gefahr des Kaltverschweißens, besonders bei V2A-Schrauben. In der Industrie wird ein Schraubenspannzylinder auf das überstehende Gewinde aufgeschraubt. Ein Hydrauliksystem setzt über den Spannzylinder die Schraube torsionsfrei unter Vorspannung und längt sie etwas. Der Hydraulikdruck ist direkt proportional der Schraubenvorspannung (ITH-Verfahren) und Verschrauben ohne Reibungsverluste |
| 2. Radschrauben
(siehe auch Tipp17):
Bei Reifendiensten werden die Radschrauben sehr oft mit dem Schlagschrauber "festgeknallt" und anschließend mit dem Drehmomentschlüssel kontrolliert. Diese Kontrolle ist dann sinnlos, wenn der Schlagschrauber schon das vorgegebene Drehmoment erreicht bzw. überschreitet. Bei der Kontrolle mit dem Drehmomentschlüssel muß immer noch eine Drehung der Schraube/Mutter bis zum "Auslöseknacks" zu beobachten zu sein. |
| Für die Stahl-Radschrauben (Festigkeit
10.9) beim G ergeben sich daher zwei Möglichkeiten, wobei
jeder selbst entscheiden und verantworten muß, welche
Variante er wählt: a) ungefettet (Gewinde, Konus u. Auflagefläche Felge): angegebenes Drehmoment verwenden. b) hauchdünn gefettet (""): etwas reduziertes Drehmoment, z.B. von 180 Nm auf 150 Nm. Die Radschrauben für die Leichmetallfelgen werden nur mit 130 Nm angezogen. |
 |
| 3.1 Schrauben
metrisch: Am G werden metrische Gewinde verwendet. Die Flankenwinkel betragen 60 Grad und die Steigung wird in mm gemessen (metrisches ISO-Gewinde (Regelgewinde) nach DIN 13T1. In der Tabelle sind die Bohrergrößen in mm angegeben. |
| Größe: | Steigung mm: | Bohrergröße: | - | Größe: | Steigung mm: | Bohrergröße: |
|---|---|---|---|---|---|---|
| M3 | 0,5 | 2,5 | - | M10 | 1 / 1,5 | 8,5 |
| M4 | 0,7 | 3,3 | - | M12 | 1,5 / 1,75 | 10,3 |
| M5 | 0,8 | 4,2 | - | M14 | 2,0 | 12,0 |
| M6 | 1,0 | 5,0 | - | M16 | 2,0 | 14,0 |
| M8 | 1,25 | 6,8 | - | M18 | 2,5 | 15,5 |
|
Schraubenlänge:
Alle Schrauben mit Linsenkopf bzw. Sechskantkopf bzw. Inbus uws. werden ohne Kopf gemessen. Bei allen Senk- und Linsensenkschrauben wird der Kopf mitgemessen (Hinweis von Fa. Wegertseder). |
|
3.2 Schrauben amerik. UNC- und UNF-Gewinde:
Auf der Webseite von www.wegertseder.de findet man eine Übersicht aller amerik. Gewinde. So haben die Stoßdämpfer der Fa. PROCOMP, die ich beim 280GE verbaut habe, am Schraubdorn ein 1/2-Zoll-20 UNF-Gewinde, SW 13, Außendurchmesser 12,7 mm, 20 Gänge je Zoll. |
| 4. Schrauben
Feingewinde: Bei den größeren Schrauben liegen oft Feingewinde vor, die eine geringere Steigung besitzen. Diese wird dann zusätzlich angegeben, z.B. M16 x 1,5 . Die im Bild enthaltenen Schrauben zeigen die unterschiedlichen Steigungen. |
 |
|
4.0 Standard-Anzugsmoment:
Anziehdrehmomente: SI00.10-Z-0013A Sind die Anzugsmomente nicht angegeben, kann man sich mit Standardanzugsmomenten behelfen, siehe Tipp13.htm#b52 |
| 4.1. Dehnschrauben:
Dehnschrauben werden z.B. bei Zylinderkopfschrauben verwendet. Sie besitzen oft eine Verjüngung des Schraubenschaftes. Nach dem zweimaligem Anziehen mit bestimmten Drehmomentwerten (z.B. 240 GD: 1. Schritt 40 Nm, 2. Schritt 70 Nm, geölte Schrauben) werden sie noch um weitere Winkelwerte (z.B. zweimal um 90 Grad) gedreht, meistens mit einer Setzpause. |
| Beim 240GD sind Zylinderkopfschrauben in drei verschiedenen Längen verbaut (siehe Bild). Nähere Einzelheiten zu den Zylinderkopfschrauben beim 240GD sind im Tipp15 "Zylinderkopfdichtung wechseln" enthalten. |  |
| Dabei werden die Schrauben über ihren elastischen Bereich hinaus gedehnt und längen sich (plastischer Bereich). Alte Schrauben müssen bei DC beim Überschreiten der maximalen Längung (meistens 1 - 1,5 mm) gewechselt werden. Im Bild ist die obere, alte Schraube zu lang und muß ersetzt werden, die untere Schraube ist neu und 104 mm lang. |  |
| Beispiel Zylinderkopfschrauben 240GD:
8 lange Schrauben...: A 615 990 02 12 - Länge: 144 mm, max. Länge: 145,0 mm 6 mittlere Schrauben: A 615 990 03 12 - Länge: 119 mm, max. Länge: 120,5 mm 4 kurze Schrauben...: A 615 990 01 12 - Länge: 104 mm, max. Länge: 105,5 mm |
| 5.
Festigkeiten: Bei Schrauben findet man als Kopfprägung unterschiedliche Festigkeitsklassen (genormt in EN ISO 898-1 EN 20 898-2), so z.B. 8.8 oder 10.9 . Die erste Zahl gibt die Mindestzugfestigkeit Rm/100 (N/mm²) an. Die zweite Zahl gibt die Streckgrenze ReL (N/mm²) an, die man durch Multiplikation der ersten Zahl mit dem 10fachen der zweiten Zahl erhält. 1.Beispiel: erste Zahl: 10.X: Mindestzugfestigkeit: Rm = 1000 N/mm² , 2. Zahl: X.9 Streckgrenze: ReL = 900 N/mm² 2. Beispiel: 8.8 : 800 N/mm² und 640 N/mm² |
 |
| Bei Nichtrostenden Schrauben (V2A etc.) wird die Festigkeit (ISO 3506) in einer Buchstaben-Zahlenkombination angegeben, z.B. A2-70. Der Buchstabe A gibt die Werkstoffgruppe (Austenitischer Stahl) an. Die Ziffer 2 bedeutet Kaltstauchstahl, legiert mit Chrom und Nickel. Die Zahl nach dem Bindestrich gibt die Festigkeitsklasse an, so bedeutet der Wert 70 eine Mindestzugfestigkeit von 700 N/mm² (siehe www.konstruktionsatlas.de). |
| 6.
moderne Messmethode: z.B. Ultraschallbestimmung der Vorspannkraft: www.izp.fraunhofer.de/fue/portal/onlinebestimmung.html Je größer die von der Vorspannkraft in der Schraube verursachte Dehnung oder Spannung ist, desto mehr nimmt die Laufzeit von Ultraschallwellen in der Schraube ab. Dabei wird ein Ultraschallwandler in die Schraubernuss integriert. Die Schallwellen werden über eine Folie in den Schraubenkopf geleitet und am Schraubenende reflektiert. Die Laufzeit (im Nanosekundenbereich) ermöglicht eine Aussage über die Vorspannkraft. Schon im Dezember 2000 präsentierte die Universität Leipzig diese Technologie (PMT-System). Eine besondere Rolle spielt die Schraubenvorspannkraft in der Raumfahrt (siehe www.techtrans.de). |
| 7. Sicherungen: Schraubverbindungen können auf verschiedene Weise gegen Lösen gesichert werden. So gibt es Wellscheiben, Federringe, Zahnscheiben usw.. Hinzu kommen Muttern mit Kunststoffeinlage am Rand (Stoppmutter) oder mit am Rand gequetschten Gewindegängen. Bei Spur- und Lenkstangen werden Kronenmuttern mit Splint verwendet und bei Flugzeugturbinen werden die durchbohrten Schraubenköpfe mit Draht gesichert. |
 |
| Weiterhin gibt es Sicherungsbleche, deren Laschen nach dem Anziehen der Schraubverbindung umgebogen (Radlagermutter beim G) oder jeweils passend verformt werden, z.B. bei der Nutmutter der hinteren Steckachse. |
 |
|
Die Vorspannkraft wird aber dadurch manchmal negativ beinflußt und die Sicherung ist eigentlich nur noch eine Verliersicherung (siehe Literatur Nr. 1). Besonders geeignet als Sicherungsmaßnahme sind (abnehmende Sicherheit): Verkleben des Gewindes, Kontermutter (mit 80 % des Drehmomentes angezogen), radial deformierte Mutter und Muttern mit Polyamidsicherung. Somit sind auch Kronenmuttern mit Splint, Sicherungsbleche für Radlager, etc., nur Verliersicherungen. |
| Eine ganz andere Art der Sicherung liegt vor, wenn das Gewinde verklebt wird (z.B. mit Loctite, siehe Tipp13c.). Alles über Loctite und Kleber findet man z.B. hier: www.loctite.de/ Auch hier wird man fündig: http://www.weicon.com/de/produkte/1k-klebstoffe/weiconlock.php (Tipp von Powerslave (viermalvier)). |  |
| 8. Theorie und Praxis: Seit 1980 verwendete ich beim 240GD Federringe und Beilagscheiben. Die Schrauben wurden vor dem Einbau hauchdünn gefettet und mit den um etwa 10% reduzierten Drehmomenten angezogen. Jährlich wurde kontrolliert, ob alle Schrauben fest angezogen wurden und es gab nie eine lockere Schraube. Auch die Lösedrehmomente waren in Ordnung. Nun soll nur noch Verkleben des Gewindes (z.B. mit Schraubensicherung Loctite) oder Kontermuttern genügend Sicherheit bieten. Auch die Drehmomentswerte wurden erhöht. Interessant war die Erhöhung von 300 Nm auf 500 Nm bei der gefetteten Nutmutter der hinteren Steckachse. In vielen Werkstätten wird von Hand angezogen und der Drehmomentschlüssel nur sehr selten benützt. Der geneigte Leser kann sich sein Urteil selber bilden. |
| 9.
Internetadressen: allgemeine Übersicht: www.konstruktionsatlas.de www.konstruktionspraxis.de Anleitung zum Gewindeschneiden: www.zellix.de/gewinde.htm ITH-Verfahren: siehe www.ith.de/de/sp_werk_cont_a.htm Drehmoment-Drehwinkel: http://www.hexagon.de/tasign_d.htm VDI DIN 2230 Systematische Berechnung von hochbeanspruchten Schrauben |
zurück zum Anfang